Keeping your CMM machine calibrated regularly will ensure that the measurement data that you create is accurate. The definitive procedure for calibration of CMMs which is used by all CMM manufacturers is the ISO 10360 series. Most CMM machine calibration will be accomplished with the use of an artifact, but for more demanding calibration, a laser interferometer can be employed. Ultimately CMM machine calibration comes down to one thing: precision. A CMM measuring machine can have errors along 2...
[ Read More ]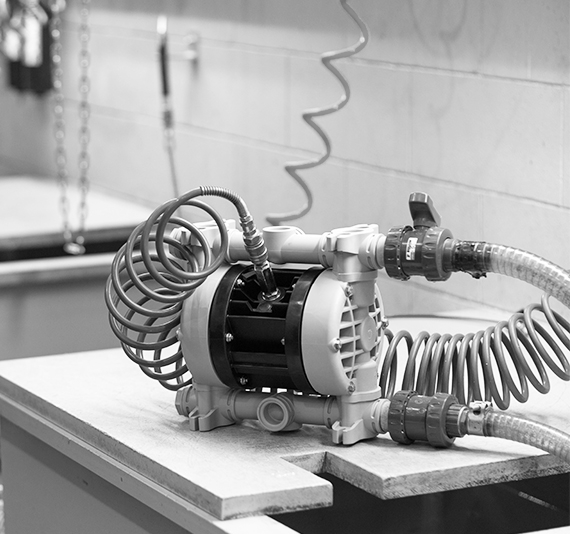
Debem traces its roots to 1975, has developed pumps for the chemical, textile, food, graphic, leather, ceramic, electronic, galvanic, paint, oil and sanitary industry. They have innovative and technologically advanced pumps built with materials and components resistant to aggressive conditions. The main product range includes: • Air-operated double diaphragm pumps • Pulsation dampers • Electric centrifugal pumps • ...
[ Read More ]
Cylinders and actuators for practically any application The proven, industry-standard AVENTICS pneumatic cylinders and actuators from Emerson are among the essential components of today's automated systems. No matter how compact or demanding your application is, AVENTICS has a solution that exceeds your performance standards and fits into your available space. • Standard Cylinder - ISO-compliant and lightweight cylinders offer a variety of options that meet s...
[ Read More ]
An AC induction motor is constructed with a rotor that has windings which intersect the rotating magnetic field generated by the stator windings. At full load speed, the rotor turns slightly slower than the synchronous speed of the motor. This is because the magnetic field causes currents to flow in the rotor windings and produces a torque which turns the rotor; so if the rotor turns at the same speed as the magnetic field, there would be no relative mot...
[ Read More ]
Chart recorders have long been used at manufacturing plants to keep records of process factors such as pressure, flow, humidity and temperature. In laboratories, chart recorders have been used to keep graphic records of scientific data compiled through testing and diagnostics. Today, as the technology competes with data loggers, traditional chart recorders are still the preferred option for uses in remote, powerless settings and within working arsenals that lack complex computing systems. ...
[ Read More ]
Mitutoyo was founded by Japanese entrepreneur Yehan Numata in 1934. Mitutoyo is one of the world's leading manufacturer of precision measuring equipment, offering a huge range of products from micrometers, callipers, and dial gauges to hardness testers, vision measuring systems, and 3D coordinate measuring machines. Mitutoyo led the world in the development of output gages, interfaces, data collectors, and analysis software to take advantage of new metrological science...
[ Read More ]
Calibration involves so many terms that we always use or read during the measurement process. Knowledge in these terms is the key to proper understanding and execution of measurement results which is an important part of calibration awareness training. In this blog, we will be discussing accuracy, error, tolerance, and uncertainty and their relationships. As per JCGM 200 and 106: 2012, below are the actual definitions: 1. Accuracy = clos...
[ Read More ]
WHAT IS PAT(Portable Appliance Testing) TESTING? Any electrical equipment that is in an installation that is portable (whether permanently connected or not by plug and to a socket outlet) should be inspected and tested to be in accordance with the regulations set by governing bodies. But what exactly deems a piece of electrical equipment as ‘portable?’ In the IET code of practice, they define a portable appliance as: “An appliance of not more than ...
[ Read More ]
Accreditation provides the underlying assurance that organizations are adhering to internationally recognized standards. For calibration and testing laboratories, that standard is ISO/IEC 17025. Accrediting bodies use ISO 17025 standard to specifically assess factors such as, staff competence, validity of test methods, traceability of measurements and calibrations to national standards, appropriateness and conditions of testing environment, sampling and handling of test items, maintenance of equipment ...
[ Read More ]
Laboratory sampling, testing, and conformity assessment are crucial enabling factors for technology and trade. ISO/IEC 17025 assists in the harmonization of procedures and standard methods, facilitates cooperation between laboratories and other bodies, and promotes the acceptance of results between countries. ISO/IEC 17025:2017 is the international standard that sets out the general requirements for the competent, impartial, and consistent operation of laboratories. It specifies the activ...
[ Read More ]
A – Z of Calibration The field of calibration has a huge vocabulary describing the methods, parameters, equipment, and processes used to verify the measurement accuracy of masters, gages, and other measuring instruments. The following glossary of definitions includes the most commonly used terms. Absolute Pressure: Actual pressure relative to a perfect vacuum. Absolute Temperature: The temperature measured from absolute zero as in the Kelvin and Rankine scales. Absolute viscosity: The...
[ Read More ]
In the world of measurement technology, calibration is the documented comparison of the measurement device to be calibrated against a traceable reference device. The reference standard may be also referred to as a “calibrator.” Logically, the reference is more accurate than the device to be calibrated. The reference device should be also calibrated traceably. Calibration of your measuring instruments has two objectives It checks the accuracy of the instrument it determines the traceability of...
[ Read More ]